数字化整体解决方案










1. 预测策略设定
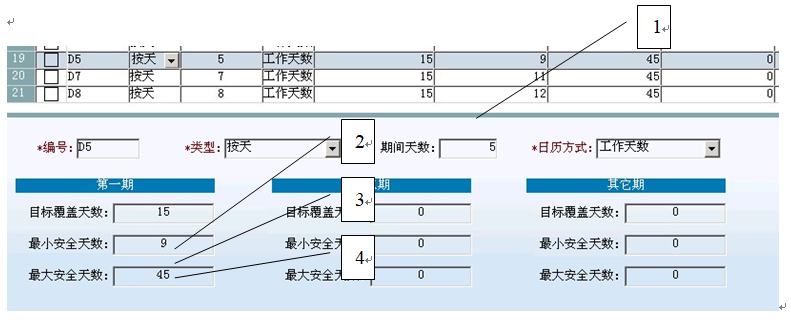
(1) 设定生产周期天数
(2) 设定历史出货天数
(3) 设定最小安全库存天数
(4) 设定最大安全库存天数
计算规则
平均出货数量 = 历史出货天数总计 / 历史出货天数
最小安全库存 = 平均出货数量 * 最小安全天数
最大安全库存 = 平均出货数量 * 最大安全天数
在途数量 = 已经下达生产工单的数量
触发时机:库存 + 在途数量 < 最小安全库存
计划数量 = 最大安全库存 – 库存 – 在途 + 需求数量(订单数量) + 最低安全库存
见以下生产计划单
2. 生产计划单

计算:392 = 519 – 103 – 30 + 6
3. 生产计划设定
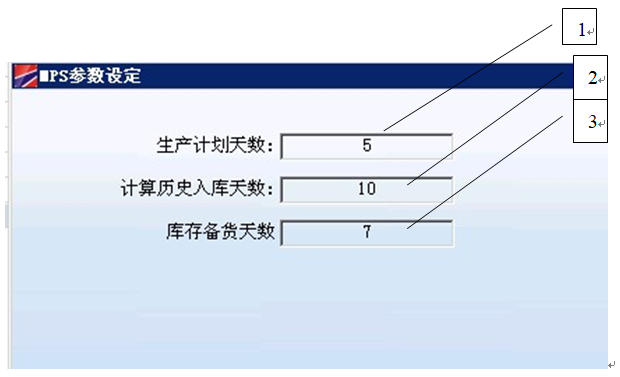
(1) 设定计划排程的天数
(2) 设定历史入库天数
(3) 设定库存备货天数
库存备货 = 库存备货天数 * 平均出货数量
计划数量 = 欠料数量 + 库存备货
平均入库数量 = 历史入库天数总数 / 历史入库天数
每天的计划数量 = 计划数量 * 产品难度系数 <= 平均入库数量
见以下排程表
4. 生产排程表
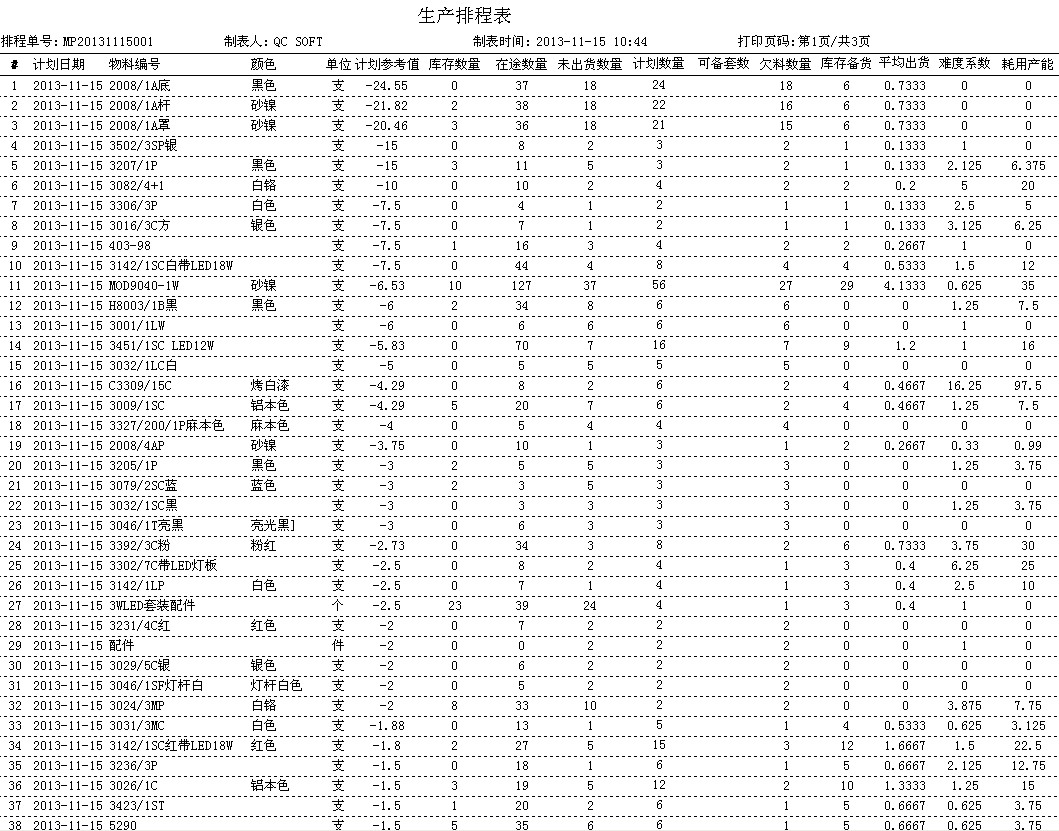
计算:计划数量 24 = 18(欠料) + 6(库存备货)
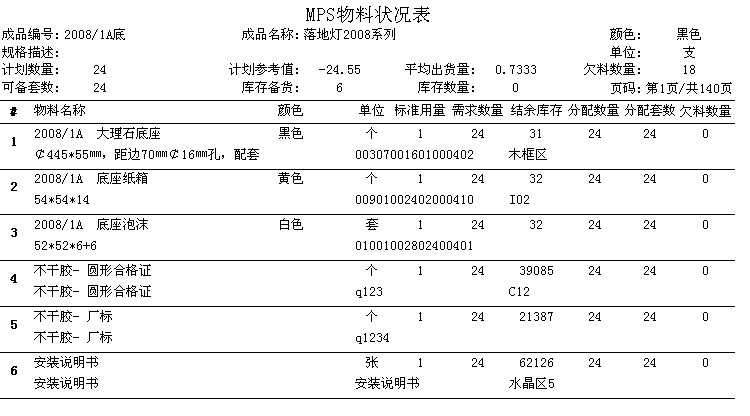
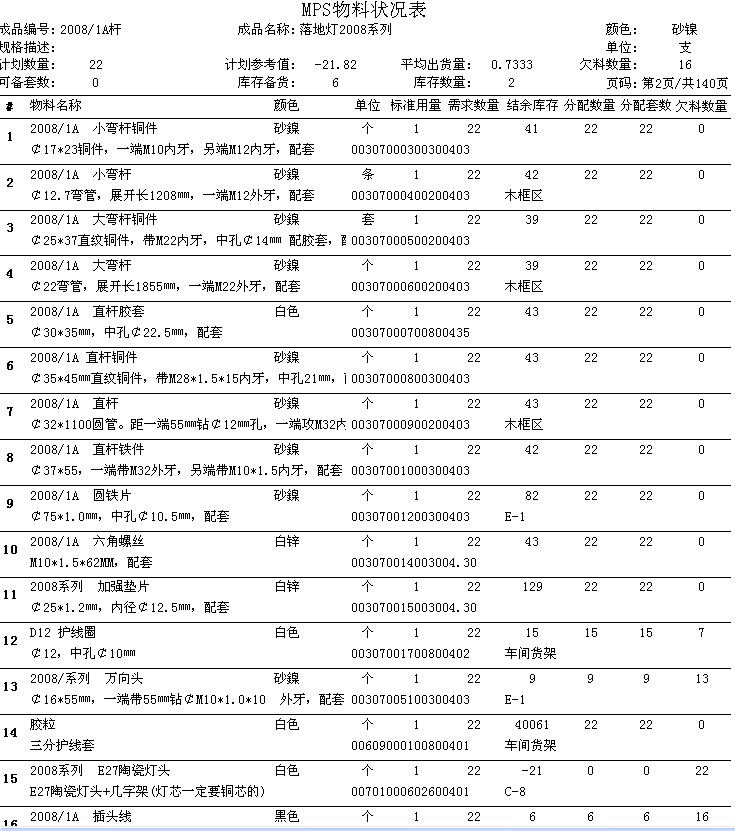
5. MPS物料状况表
计算出每个产品原材料的配套状况




电话: 0760-86888808
手机: 13590940718(微信)
专线: 18022022261
QQ: 549590397





扫描二维码,保存联系方式









 当前所在页面:
当前所在页面:
